Investments in advanced technology and a commitment to continuous improvement have helped Millar Western build a record of superior environmental performance. Our pulp mill minimizes its environmental footprint by reducing consumption of energy and other inputs and finding new uses for waste byproducts. These efforts have netted impressive benefits — for our company, and for the environment.

Wood Waste Use
We aim for no-waste use of forest resources, by converting wood residuals into useful products. We process sustainably harvested deciduous timber into wood chips in our woodroom, for production of hardwood pulp, and residual woodroom wastes are sent to a regional biomass power plant to generate power for the provincial grid. We use softwood chips produced as a byproduct of spruce-pine-fir lumber manufacture to produce our softwood pulp. Biomass solids from our effluent treatment process are applied to farmland as a soil enhancer.
Energy Efficiencies
Reducing consumption of energy and other inputs is good for business and for the environment. Millar Western’s search for ways to minimize usage of electricity, natural gas, water and chemicals while maintaining high production standards has driven innovative research and development initiatives in our pulp operation.
Our AI-driven pulp refining enhancement are just two of the most recent initiatives. Previous work has included a redesign of refining plates to significantly cut power consumption in the refining process, and projects to achieve heat recovery from mill processes to reduce natural-gas usage in heating water and make-up air, thus reducing natural gas usage.
Building on the success of these and other initiatives, we continue to explore ways to further reduce input costs and environmental impacts.


Effluent Treatment & Green Energy Generation
On start-up in 1988, the Whitecourt pulp mill used an aerobic treatment system to clean its liquid effluent prior to discharge to the Athabasca River. The system performed exceptionally well, with all environmental control measures far exceeding regulatory requirements. In 2017, the mill launched its bioenergy plant (BEP), as a means of converting a waste stream to energy. This facility uses innovative anaerobic hybrid digester technology to generate biogas from organics in mill effluent. Once cleaned, the biogas is used to generate renewable power and heat for mill use. The pulp mill’s current two-stage effluent treatment system has reduced our consumption of fossil fuels, significantly cut our greenhouse gas emissions, lowered our freshwater intake, improved water quality, and decreased operating costs.
Converting waste to energy
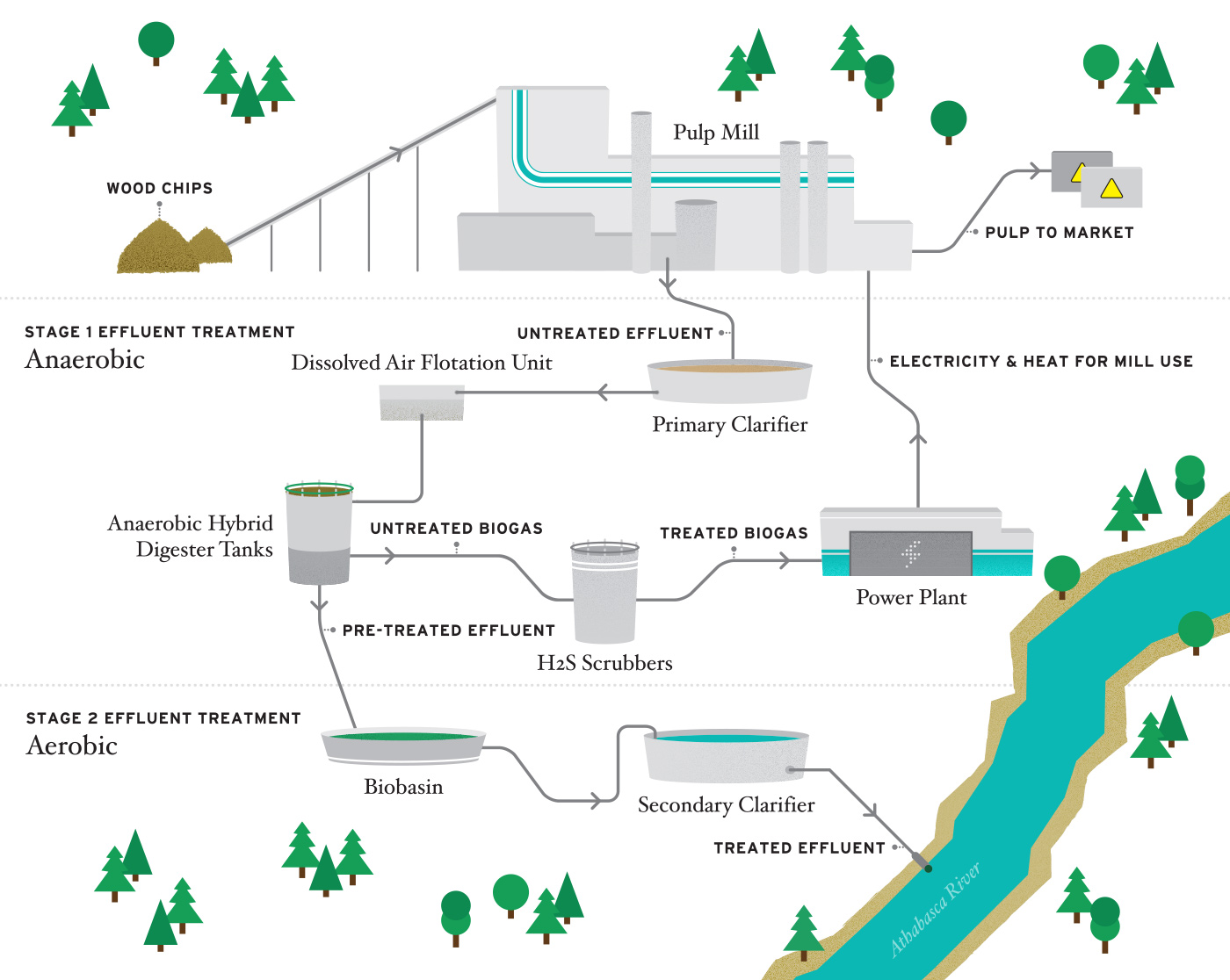
STAGE 1 – ANAEROBIC TREATMENT
The pulp mill creates two streams of process waste-water, or effluent: trench (spills, overflows and washing) and white-water (hot-water and chemicals stream that carries pulp through the mill). These streams converge in the primary clarifier, for initial solids removal, then flow to the Dissolved Air Flotation (DAF) unit, for further extraction of suspended solids. In the anaerobic treatment stage, the effluent is pumped to one of three anaerobic hybrid digester (AHD) tanks The effluent is mixed with highly active anaerobic microorganisms, whose digestion process generates a biogas that, once cleaned in the H2S Scrubber, is directed to a power plant, where it is used as a fuel in reciprocating engines to generate electricity for pulp mill use. Waste heat from the reciprocating engines is captured to offset natural gas usage in pulp drying. From the AHD, pre-treated wastewater is transferred to the mill’s aerobic system, for a second stage of treatment.
STAGE 2 – AEROBIC TREATMENT
In the aerobic system, we create a fertile environment for bacteria, tightly controlling factors such as nutrients, oxygen, temperature and age. In this bio-basin, pre-treated wastewater from the anaerobic system is mixed with aerobic bacteria that digest remaining soluble organic wood components. The effluent and bacteria mixture react for seven days, until the organic wood waste has been significantly digested. From the biobasin, the mixture is sent to a secondary clarifier, where biomass and treated water are separated. The treated water is discharged into the Athabasca River though a submerged diffuser that disperses it over a wide area within the river. Biomass from the secondary clarifier is mixed with waste fibre from the primary clarifier and pressed to remove water. After the addition of polymers to bind the solids, the biomass is pressed again, then shipped either to local farms for soil enhancement or to a local power plant to fuel generation of green electricity.